Tin tức
Sai số cho phép của máy thủy bình
Trong quá trình đo đạc, máy thủy bình cơ và máy thủy bình điện tử) có thể phát sinh sai số do nhiều yếu tố như: va đập trong quá trình sử dụng, điều kiện môi trường, thời gian vận hành lâu ngày hoặc do máy chưa được hiệu chỉnh đúng chuẩn.
Vì vậy, việc kiểm tra và hiệu chỉnh sai số máy thủy bình định kỳ:
- Đảm bảo máy thuỷ bình hoạt động ổn định
- Duy trì độ chính xác theo tiêu chuẩn kỹ thuật
- Nâng cao độ tin cậy của số liệu đo đạc trong thi công và khảo sát
Vấn đề đặt ra là: làm thế nào để phát hiện, kiểm tra và khắc phục sai số máy thủy bình một cách chính xác và hiệu quả? Giải pháp nằm ở việc thực hiện đúng quy trình kiểm tra sai số cho phép, hiệu chỉnh máy theo hướng dẫn của nhà sản xuất và tuân thủ các tiêu chuẩn đo đạc hiện hành.
Sai số cho phép của máy thủy bình khi đo
- Sử dụng máy thuỷ bình chuẩn chính hãng nhà sản xuất và trong thời hạn kiểm định để hạn chế sai số.
- Khi đọc mia ta phải ngắm cho thật kỹ để tránh sai số do đọc nhằm.
- Chọn điều kiện vị trí thích hợp nhất để việc đo đạc được ổn định hơn.
Kiểm tra sai số cho phép của máy thủy bình
Khi có sai số máy thủy bình nên kiểm tra lại máy có bị va chạm rơi không, tiếp theo ta sẽ kiểm tra sai số góc i của máy (sai số góc i không được lớn hơn ±3mm) nếu có sai số mà ≥ 3mm thì cần đến trung tâm máy đo đạc để hiệu chuẩn kiểm định lại.
1. Sai số máy thủy bình do sự chuyển dịch không chính xác của lăng kính điều quang trên quang trục
Ngoài những sai số do trục ngắm không ổn định trong quá trình điều quang thì việc dịch chuyển sai trên quang trục cũng là nguyên nhân. Chính vì thế cần phải hạn chế điều này bằng cách cố định khoảng cách từ hai mia tới máy thủy bình bằng nhau và không bị xê dịch khi đó. Như thế sẽ dễ cố định được tiêu cự và giảm sai số.
2. Sai số của máy thủy bình do việc nghiêng của trục đứng
Ống thủy tròn là bộ phận quan trọng và cần điều chỉnh chính xác để đảm bảo kết quả khi đo. Cố định ống thủy tròn song song với trục quay. Đối với những thiết bị cân bằng tự động thì không được phép làm nghiêng trục đứng khi quay ống kính, bởi tia ngắm của máy thủy bình sẽ bị thay đổi làm cho số đọc trên mia bị sai lệch đi, sai kết quả. Để hạn chế việc này thì cần phải tiến hành đo lặp và để cho bọt nước ống thủy tròn vào giữa.
3. Sai số máy thủy bình do khả năng phân ly của ống kính.
Ống kính có khả năng phân ly kém sẽ dẫn tới việc đọc số bị sai lệch đi, cần chọn máy thủy bình đảm bảo khả năng phân ly tốt.
4. Sai số do nghiêng mia
Khi mia của máy thủy bình nghiêng do không có bọt thủy tròn hoặc có nhưng không chính xác
5. Sai số do mia cong, do độ chênh điểm của mỗi cặp mia, do chiều dài trung bình 1m trên mia
Cần phải kiểm tra định kỳ mia để giảm tối đa sai số khi đo.
6. Sai số do làm tròn số đọc.
Khả năng phân ly của mắt và độ trong suốt của môi trường, ánh sáng phông mia, khả năng phân ly của ống kính chính là nhân tố khiến cho việc đọc số trên mia bị sai lệch đi. Và sai số này của máy thủy bình chỉ có thể xác định bằng các phương pháp thực nghiệm.
7. Sai số do ảnh hưởng độ cong của quả đất
Khi coi quả đất là khối cầu có bán kính lớn trong thủy chuẩn hạng thấp thì tia ngắm sẽ bị cong dẫn tới sai số. Do đó cần chọn khoảng cách từ hai mia tới máy thủy bình bằng nhau để giảm thiểu sai số.
8. Sai số do ảnh hưởng chiết quang
Tia ngắm có khả năng khúc xạ theo đường cong chiết quang nếu thiết bị được đặt trong một môi trường nhiều từ trường quang học. Do ảnh hưởng của mặt trởi nên đường cong chiết quang của máy thủy bình sẽ có sự khác nhau về dấu trong điều kiện ban ngày và ban đêm.
Cách kiểm nghiệm hiệu chuẩn sai số cho phép máy thuỷ bình góc I
Sai số góc i là gì?
Sai số góc i là độ lệch của tia ngắm nằm ngang trên máy thủy bình so (mặt nước biển). Sai số góc i dẫn đến sai số trên phép đo cao độ, bị sai số góc i thì phép đo cao độ không còn chính xác, khoảng cách từ máy đến mia càng xa thì sai số càng lớn.

Trước khi đo đạc với máy thủy bình thì kiểm tra sai số góc i của máy để đảm bảo tính chính xác.
Vậy kiểm nghiệm sai số góc i là làm gì?
Kiểm nghiệm sai số góc i máy thủy bình là kiểm tra độ lệch của tia ngắm nằm ngang, kiểm tra để có phương án hiệu chuẩn, hạn chế sai sót trong phép đo cao độ. Cách kiểm tra sai số góc i ngoài thực địa là dùng phương pháp đo khép trạm giữa hai mốc cố định A và B.
Cách kiểm nghiệm sai số góc i máy thủy bình như sau:
Bước 1:
Dùng thử máy thuỷ bình Leica ra khu vực kiểm tra (nên chọn khu vực bằng phẳng), chọn 2 điểm cố định, khoảng cách đạt khoảng 40 – 50 m.
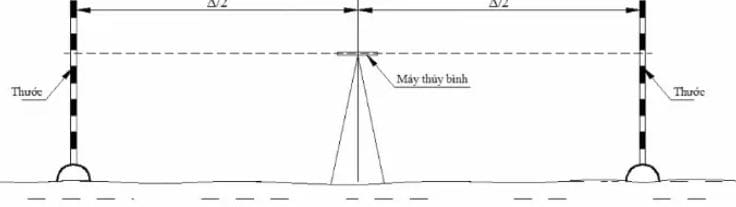
Bước 2:
Mang chân máy dựng giữa 2 mia, sao cho khoảng cách từ máy thủy bình đến 2 mia tương đối bằng nhau, xấp xỉ 20 m. Lắp máy vào chân và tiến hành cân chỉnh máy vào vị trí cân bằng. Xoay máy thuỷ bình hướng về phía mia dựng tại mốc A, đọc số trên mia tại A là a1 = 1413 mm, tương tự quay máy hướng về phía mia đang dựng tại mốc B, đọc số trên mia B là b1 = 1068 mm.
Tiến hành tính độ chênh cao giữa 2 điểm mốc A và B: h1 = a1 – b1 = 1413 – 1068 = 345 mm.
Bước 3:
Di chuyển máy thủy bình đến gần vị trí 1 trong 2 điểm mốc, với khoảng cách xấp xỉ là 3m – 37m. Ở đây ta chọn vị trí máy gần mia B
Sau khi cân chỉnh máy thủy bình vào vị trí cân bằng, ta xoay máy hướng về phía mia đang dựng tại mốc A, đọc được số mia a2 = 1379 mm, rồi xoay máy ngắm về phía mia dựng tại mốc B, đọc được số mia B là b2 = 1032 mm.
Tính toán độ chênh cao giữa 2 mốc A và B: h2 = a2 – b2 = 1379 – 1032 = 347 mm.
Bước 4:
So sánh chênh cao của 2 điểm mốc A và B qua 2 lần đo: lần 1 máy thủy bình giữa 2 mia thì h1= 345 mm; lần 2 máy gần điểm mia B thì h2 = 347 mm.
Sai số của 2 lần đo là: H = h1 – h2 = 345 – 347 = – 0002 mm.
Vậy sai số – 2 mm là sai số góc i của máy thủy bình
H = 2 mm < 3 mm (Đạt).

Những lưu ý khi kiểm tra sai số máy thủy bình góc i:
Khi kiểm tra sai số góc i của máy thủy bình, nếu sai số ≤ 3 mm (≤ 0.003 m) thì tiến hành đo đạc. Nếu sai số vượt quá 0.003m thì nên mang máy thủy bình đến các trung tâm kiểm định.


Kiểm định máy thủy bình, Phố Láng Hạ, Láng Hạ, Đống Đa, Hà Nội
Để kiểm định máy thủy bình tại Phố Láng Hạ, Đống Đa, Hà Nội, có ...

Điểm sửa máy thủy bình chuẩn xác uy tín giá rẻ tốt nhất ở tại Việt Nam
Để tìm nơi Sửa máy thủy bình uy tín tốt nhất thật không dễ dàng ...

Cách sử dụng máy thủy bình điện tử đơn giản dễ hiểu dễ làm việc nhất
Cách sử dụng máy thủy bình điện tử Việc cân chỉnh máy thủy bình điện ...